车间里,机器轰鸣,染色、定型、品检、包装、入库……近日,福建凤竹纺织科技股份有限公司安东新厂项目竣工即投产,预计年产面料15万吨,项目进入实质性达效阶段。
据悉,这一项目位于晋江经济开发区安东园,总投资8.5亿元,总占地面积165亩,总建筑面积16万平方米。凤竹安东新厂以生产高端针织印染布为主,总生产规模为年产针织印染布10万吨、年产高端针织面料5万吨。
“我们原本准备投资6.5亿元,为落实政府要求,向高科技、环保、智能化发展,我们又多投资了2亿元。”在凤竹纺织董事长陈澄清的理解中,坚守实业不代表要做到最大,但企业一定要有主要发展方向。为此,安东新厂整体规划高起点、高标准、高要求,严格按照国家环保政策要求进行设计,引进25项智能、绿色高科技制造技术。
作为国内纺织行业首个绿色工业建筑三星级项目,凤竹纺织安东新厂在厂区各个环节都采用节能环保的设计:屋面搭设3.6万平方米太阳能光伏系统,年发电量约500万千瓦时;两级回用设计的中水反渗透膜系统,可使污水回用率达50%以上;4台烟气回收处理设备,对废气进行高效回收净化处理,并进行余热回收,一年可减排5000吨标煤;回收厂区穿行道路采用风光互补的智能路灯系统……
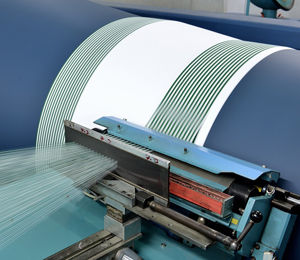
智能是该项目的另一大特色。产线联动的立体仓库科技感满满,机械臂来回挥舞,一捆捆布料随之被精准投入不同的料筐;AGV无人叉车不停奔波,将装满的料筐送至自动仓储系统中。
“AGV机器人(自动导引运输车)、RGV机器人(有轨穿梭小车)和堆垛机的配合,实现产线联动,让凤竹纺织立体仓库运作更高效。”凤竹纺织董事长助理叶炜刚介绍,安东新厂1.9万平方米的立体仓储区,采用目前省内纺织服装行业唯一可实现生产、库存与供应链无缝衔接的自动仓储系统。整个过程通过智能机器人串起来,机械手的操作不仅降低了人工搬运的劳动强度,还能在前后端通过高精度扫码系统对进出物料进行数据管控。
叶炜刚告诉记者,凤竹安东新厂的智能制造不只体现于此,还包括ERP系统定制化应用在内的15项生产自动化、信息化建设项目。未来,凤竹将实现销售、生产、仓储、采购、财务等多个模块的全流程信息化管理。